



การพัฒนาของ Dongshen ในโครงการวัตถุดิบโพลีสไตรีนที่ขึ้นรูป
สรุปของ EPS(สไตรีนที่ขยายได้) การผลิตวัตถุดิบ
กระบวนการแนะนำการไหล
กระบวนการของวิธีหนึ่ง - ขั้นตอนรวมถึงการเกิดพอลิเมอไรเซชัน, อิมเพรทเจนต์, การระบายความร้อน, การซัก, การอบแห้ง, การรดน้ำ, การเคลือบ, การตรวจการสั่นสะเทือน, การบรรจุ รอบการผลิตเฉลี่ยของการผลิต EPS คือ 16 ~ 17 ชั่วโมง

(1) การเกิดพอลิเมอไรเซชันและการทำให้ชุ่ม
การเกิดพอลิเมอไรเซชันและการทำให้เป็นน้ำในเครื่องปฏิกรณ์ ภายใต้การปรับอากาศบางอย่าง SM จะทำพอลิเมอร์ โดยการติดเชื้อ SM จะถูกขยายและตัดเป็นแถบจากนั้นเขียนน้ำมัน SM ลดลงในน้ำเนื่องจากความดันพื้นผิว มีสารช่วยกระจายตัวที่แขวนอยู่ในน้ำเพื่อหลีกเลี่ยงอนุภาค SM และเชื่อมต่อกัน ในกระบวนการนี้พลังงานที่ไม่ลงรอยกันควรมีขนาดใหญ่กว่ากำลังเชื่อมต่อเพื่อให้แน่ใจว่ามีการปรับอุณหภูมิต่ำ - อุณหภูมิต่ำ
ปฏิกิริยาพอลิเมอไรเซชั่นที่ต่ำ - ในการกำจัดความร้อนในเวลาเราต้องตรวจสอบให้แน่ใจว่าการทำงานของระบบน้ำรีไซเคิลตามปกติในระหว่างกระบวนการทำปฏิกิริยา มิฉะนั้นอุณหภูมิในเครื่องปฏิกรณ์จะสูงเกินไปซึ่งนำไปสู่การตอบสนองอย่างรวดเร็วและความหนืดที่สูงขึ้น
กระบวนการผลิตลูกปัดจะถูกควบคุมด้วยตนเองในระหว่างกระบวนการอุณหภูมิควรถูกควบคุมอย่างเหมาะสมเพื่อหลีกเลี่ยงความผันผวนขนาดใหญ่มิฉะนั้นช่วงขนาดของลูกปัดจะกว้างขึ้น ในขณะเดียวกันการสังเกตตัวอย่างบ่อยครั้งเป็นสิ่งจำเป็นในการควบคุมขนาดของลูกปัด
โดยการปรับ Caco3 และ TCP น้ำหนักเบาขนาดของลูกปัดสามารถควบคุมได้
ระบบ DCS ใช้สำหรับการควบคุมอุณหภูมิในระหว่างกระบวนการให้ความร้อน, พอลิเมอไรเซชัน, การทำให้ชุ่ม, ปฏิกิริยาสูง - อุณหภูมิสูงและการระบายความร้อน เพื่อให้แน่ใจว่าการผลิตความปลอดภัยระบบ DCS จะควบคุมการเกิดปฏิกิริยาและเวลาและการเตือนภัยในกรณีที่มีอุณหภูมิสูงเกินไปหรือมากเกินไป
เมื่ออัตราการแปลงของ SM ถึงประมาณ 75%(ประมาณ 4 ถึง 5 ชั่วโมงภายใต้อุณหภูมิคงที่) ควรเพิ่มเอเจนต์เป่าปริมาณบางอย่าง หลังจากการทำให้ชุ่มและโพลีเมอไรเซชันภายใต้เวลาและความดันเราสามารถรับ EPS ลูกปัดได้
ตัวแทนการเป่าสำหรับการทำให้ชุ่มถูกฉีดเข้าไปในการวัดกาต้มน้ำด้วยปั๊มและถ่วงน้ำหนักอย่างแม่นยำโดยอุปกรณ์ถ่วงน้ำหนัก หลังจากกระบวนการที่สูง - tempterature เมื่อเย็นลงที่อุณหภูมิที่ระบุวัสดุสามารถถูกปล่อยออกไปยังถังล้าง
(2) การซักผ้า
สิ่งเจือปนเช่นสารช่วยกระจายตัวและ defloculates จะต้องถูกลบออกโดยการล้าง หลังจากทำความสะอาดลูกปัด EPS จะถูกทำให้แห้งโดยการคายน้ำแบบแรงเหวี่ยงเพื่อกำจัดน้ำผิวดินส่วนใหญ่และพร้อมสำหรับการอบแห้งต่อไป
นอกจากนี้เรายังสามารถใช้ DE - Agent Foaming เพื่อกำจัดสิ่งสกปรก
(3) การอบแห้ง
หลังจากการคายน้ำแบบแรงเหวี่ยงจะมีน้ำเหลืออยู่ประมาณ 3% บนพื้นผิวของเม็ดบีเอส (ปริมาณน้ำสูงจะมีผลต่อคุณภาพของผลิตภัณฑ์ EPS) ดังนั้นจึงจำเป็นต้องมีกระบวนการอบแห้งต่อไปในระหว่างกระบวนการนี้ลูกปัด EPS จะถูกทำให้แห้งด้วยอากาศร้อน การพัดด้วยลมร้อนน้ำที่อยู่อาศัยของพื้นผิวกลายเป็นไอน้ำจากนั้นก๊าซชนิดนี้ - ส่วนผสมของแข็งเข้ามาในตัวคั่นไซโคลนประเภทการแพร่กระจายในขณะที่ลูกปัดตกลงมาเพื่อกรองไซโลผ่านทางออกการไหลเวียนของอากาศที่สูง - ด้วยวิธีนี้ลูกปัดจะแห้ง
หลังจากการอบแห้งด้วยอากาศร้อนลูกปัดจะต้องเย็นลงด้วยลมเย็นเพื่อลดปริมาณน้ำและเตรียมพร้อมสำหรับการตรวจคัดกรอง เพื่อป้องกันการสะสมของกระแสไฟฟ้าควรเพิ่มสารป้องกันโรคในระหว่างการอบแห้ง
อุณหภูมิการอบแห้งถูกควบคุมโดยระบบ DCS
(4) การคัดกรอง
ขนาดของลูกปัด EPS แห้งไม่สม่ำเสมอจำเป็นต้องใช้เครื่องจักรกลคัดกรองเพื่อแยกลูกปัดออกตามข้อกำหนดและถ่ายโอนไปยังไซโลที่แตกต่างกัน
(5) การเคลือบ
ในระหว่างการผลิต EPS การจัดเก็บการขนส่งและกระบวนการการหลบหนีของตัวแทนเป่าเป็นสิ่งที่หลีกเลี่ยงไม่ได้ หากเอเจนต์เป่าลมหายไปมากเกินไปปัญหามากมายจะเกิดขึ้นเช่นการลดลงของอัตราการขยายตัวเพิ่มความหนาแน่นความยากลำบากในการขึ้นรูป ฯลฯ เพื่อขยายระยะเวลาการจัดเก็บที่ถูกต้องของ EPS และป้องกันการสูญเสียตัวแทนเป่าการใช้สารเคลือบผิวที่พื้นผิวของ EPS เป็นสิ่งจำเป็น
(6) แพ็คเกจ
บรรจุลูกปัด EPS ตามข้อกำหนดที่แตกต่างกัน น้ำหนักแพ็คเกจมาตรฐานคือ 25 กิโลกรัม
วัตถุประสงค์ของบรรจุภัณฑ์: การขนส่ง conenience หลีกเลี่ยงการหลบหนีของตัวแทนเป่าและขยายระยะเวลาการรับประกัน



แผนภูมิการไหลของ EPS

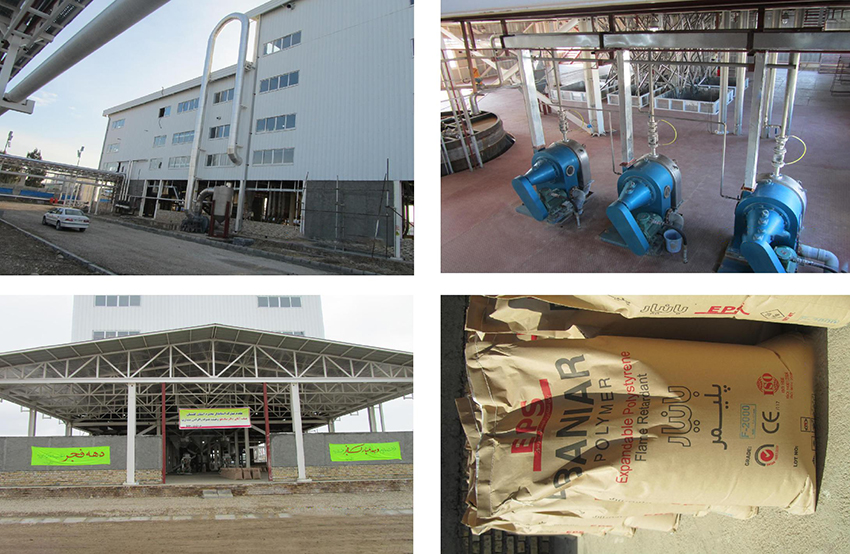
กรณี
กระบวนการตรวจสอบการสั่นสะเทือนของเราประเมินความเสถียรของลูกปัด EPS เพื่อให้มั่นใจว่าเหมาะสมสำหรับบรรจุภัณฑ์ ในที่สุดลูกปัดได้รับการบรรจุในลักษณะที่ทำให้มั่นใจได้ว่าการขนส่งและการจัดเก็บที่ปลอดภัย โครงการวัตถุดิบ EPS ของ Dongshen นำเสนอความมุ่งมั่นของเราในการผลิตสไตรีนที่มีคุณภาพสูง - ด้วยการเพิ่มกระบวนการผลิตและปรับแต่งเทคนิคของเราเรามุ่งมั่นที่จะกำหนดมาตรฐานใหม่ในอุตสาหกรรมโพลีสไตรีนที่ขึ้นรูป

 การตั้งค่าความเป็นส่วนตัว
การตั้งค่าความเป็นส่วนตัว