



Atskleiskite Dongsheno novatorišką putų putų putplasčio liejimo metodą
EPS santrauka(Išplečiamas polistirenas) Žaliavų gamyba
Proceso srauto įvadas
Vieno - žingsnio metodo procesas, įskaitant polimerizaciją, imperegantiją, aušinimą, skalbimą, džiovinimą, sijojimą, dangą, vibracijos patikrinimą, pakavimą. Vidutinis EPS gamybos ciklo laikas yra 16 ~ 17 valandų.

(1) polimerizacija ir impregnavimas
Reaktoriuje propaguojama polimerizacija ir impregnavimas. Esant tam tikra temperatūrai, SM polimerizuos. Susijaudinus, SM bus ištiestas ir supjaustytas juostelėmis, tada sudarant SM aliejaus lašus, suspenduojančius vandenyje dėl paviršiaus slėgio. Vandenyje sustoja dispersai, kad SM dalelės išvengtų ir sujungtų. Šiame procese nevykusi galia turėtų būti didesnė už jungties galią, kad būtų užtikrintas žemas - temperatūros polieralizacija.
Žemos - temperatūros polimerizacijos reakcija vyksta SM aliejaus laše, reakcijoje išleista šiluma atims aušinimo vandenį spaustuko rinkinyje. Norėdami laiku pašalinti šilumą, turime užtikrinti, kad reakcijos proceso metu paprastai būtų galima perdirbti vandens sistemą. Priešingu atveju reaktoriaus temperatūra bus per aukšta, o tai sukelia greitą reakciją ir didesnį klampumą.
Karoliukų gamybos procesas kontroliuojamas rankiniu būdu, proceso metu turėtų būti kontroliuojama tinkama temperatūra, kad būtų išvengta didelių svyravimų, kitaip bus išplėsta karoliukų diapazonas. Tuo tarpu norint kontroliuoti karoliukų dydį, būtina dažnai stebėti mėginius.
Pakoregavus lengvąjį CACO3 ir TCP, karoliukų dydį galima valdyti.
DCS sistema naudojama temperatūros valdymui per visą šildymo, polimerizacijos, impregnavimo, aukštos temperatūros reakcijos ir aušinimo procesą. Siekdama užtikrinti saugos gamybą, DCS sistema kontroliuos reakcijos temperatūrą ir laiką, o aliarmas bus per didelis - temperatūros ar viršslėgio atveju.
Kai SM konversijos koeficientas siekia maždaug 75%(maždaug 4–5 valandas esant pastoviai temperatūrai), reikia pridėti tam tikrą pūtimo agento kiekį. Po impregnavimo ir polimerizacijos tam tikrą laiką ir slėgį galime gauti EPS karoliukus.
Impregnavimo pūtimo agentas įpurškiamas į virdulį išmatuoti siurbliu ir tiksliai svertiniu svertiniu įtaisu. Po aukšto - temperatūros proceso, aušinant iki nurodytos temperatūros, medžiagą galima išleisti į skalbimo baką.
(2) Skalbimas
Priemaišos, tokios kaip dispersantas ir deflokuliatai, turi būti pašalintos plaunant. Po valymo EPS karoliukai bus džiovinami išcentrine dehidratacija, kad būtų pašalinta dauguma paviršinio vandens, ir paruošti tolesniam džiovinimui.
Mes taip pat galime naudoti de - putplasčio agentą, kad pašalintume priemaišas.
(3) Džiovinimas
Po išcentrinės dehidratacijos EPS karoliukų paviršiuje būtų apie 3% vandens likučių (labai vandens kiekis turės įtakos EPS produktų kokybei), todėl reikia tolesnio džiovinimo proceso, šio proceso metu EPS karoliukai džiovinami karštu oru. Pučiant karšto vėjo, paviršiaus gyvenantis vanduo tampa garais, tada tokio pobūdžio dujos - Kietojo mišinio tipo mišinys patenka į difuzijos tipo ciklono separatorių, o karoliukai patenka į siloso filtrą per išleidimo angą, didelis - greitis besisukantis oro srautas sudarys žemo slėgio plotą separatoriaus centre ir stumia karštą drėgną oro srautą per centro vamzdį. Tokiu būdu karoliukai bus džiovinami.
Po karšto oro džiovinimo karoliukus reikia atvėsinti šaltu vėju, kad būtų dar labiau sumažinta vandens kiekis, ir pasiruošti atrankai. Norint išvengti elektros kaupimosi, džiovinimo metu reikia pridėti antistatinį agentą.
Džiovinimo temperatūrą kontroliuoja DCS sistema.
(4) atranka
Džiovintų EPS karoliukų dydžiai yra nevienodi, norint atskirti granules, reikia tikrinimo, norint atskirti specifikacijas ir perkelti į skirtingus silosus.
(5) Danga
EPS gamybos, laikymo, transportavimo ir proceso metu neišvengiama pūtimo agento pabėgimas. Jei prarasite per daug pūtimo agento, atsiras daug problemų, tokių kaip mažėjantis plečiantis greitis, tankio padidėjimas, susidarymo sunkumai ir kt., Kad būtų galima pratęsti galiojantį EPS laikymo periodą ir užkirsti kelią pūtimo agento praradimui, būtina naudoti dangos agentą EPS paviršiuje.
(6) paketas
Pakuokite EPS karoliukus pagal skirtingą specifikaciją. Standartinis paketo svoris yra 25 kg.
Pakuotės tikslas: Nelaimingas gabenimas, venkite pūtimo agento pabėgimo ir pratęskite garantijos laikotarpį.



EPS srauto diagrama

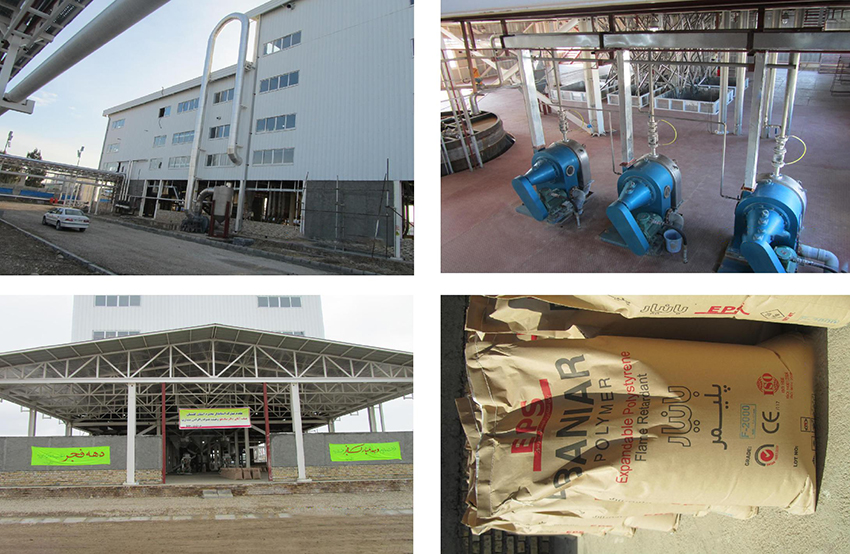
Atvejis
Kai „Dongshen“ pirmauja, putų putų injekcijos liejimo ateitis rodo neribotą potencialą, prognozuojant perspektyvią pramonės perspektyvą. Join us as we continue to innovate and revolutionize the EPS raw material production process. In conclusion, the Styrofoam Injection Molding in Dongshen's EPS Raw Material Project serves as an industry benchmark. We exercise strict quality controls, harnessing advanced technology to deliver superior EPS raw materials to our partners and customers. Explore the wonders of Styrofoam Injection Molding with Dongshen today.

 Privatumo nustatymai
Privatumo nustatymai