
1. د وږی کولو ناراضۍ به د EPS ملنډوینګ او ډیمینګ وروسته پیښ شي
په عموم کې، د EPS اختلال 0٪ - 0.3٪ دي. د ځانګړي تخفیف اندازه د هر موادو، پروسې شرایطو (په ځانګړي توګه د تودوخې ضایع کول)، د محصول کثافت او ضخامت. په ځینو مواردو کې، لکه د لوړې نیټې په څیر د حرارت درجه او پټ محصول، د EPS محصولات نه یوازې کم نه کیږي، مګر پراخه یې. له همدې امله، د EPS او عمومي ډول چمتو کولو پروسې ځانګړتیاوې باید د مډال جوړونې پروسې کې په پام کې ونیول شي. د بولډ اندازه باید په مناسب ډول غټ شي، عموما 0.2٪
سربیره پردې، دا باید په ګوته شي چې د غیر مساوي ضیاعت سره د بسته بندۍ محصولاتو لپاره، په پایله کې د ځایی پراختیا پایله کول اسانه ندي. له همدې امله، کله چې بسته بندي کولو ډیزاین کول، د دیوال ضخامت باید د امکان تر حده یونیفورم وي، او مایوالټ شوي بلاکونه باید په سختو ځایونو کې اضافه شي
2. د جوار د المونیم بولډینګ په توګه
د دې ضربې تبخیر کنټرولول د تخنیکي ستونزو پراخه لړۍ شامل دي، کوم چې عموما د لرګیو فارم کار حاشیه ته اشاره کوي.
(1) د المونیم بولډ پټه جومیټریک ب shape ه او ضخامت به د کډوالۍ له لاسه ورکولو اغیزه وکړي. په عمومي ډول ویل، د نورو پیچلي ایلومینیم کاسټینګونو کمبود خورا محدود دی
(2) د المونیم کاسټینګ واقعی تخریب عموما 1.1 - 1.2٪ دی
()) د لرګیو ب mit ه ضبط کول د هغې په خپله پروسه او تخنیکي شرایطو، په ځانګړي توګه د سرکینګ پروسې تخنیکي کچې سره تړاو لري. په عمومي ډول ویل کیږي، د لرګیو اندازې ته اړتیا لري چې د 1.3 لخوا پراختیا ومومي - 1.8٪. مشخص میتود د واقعي وضعیت له مخې ټاکل کیدی شي. که چیرې د سرکینګ سطح اسانه وي، د پروسې کچه لوړه ده او د ماشین ټیسټینز باید کوچنۍ وي
()) د ب mold ه کولو دیوال باید نابود وي او سطح باید څومره چې امکان ولري. له همدې امله، د جوړونې اصلي باید جوړ شي ترڅو د لرګي ب more ه حل او پای ته وده ورکړي
زموږ بصابیدي انجینران ښه پوهه لري او بډایه تجربه لري، د جاپان EPS ماشینونه، د چینی EPS ماشینونه، د جاپان EPS ماشینونه، د جاپان EPS ماشینونه، زموږ د EPS مولډونه، زموږ د EPS مولډونه د ښه ډیزاین او ښه موادو لپاره جوړ کړي.
که تاسو د EPS ب mold ه کولو په اړه پوښتنې لرئ، نو د نورو معلوماتو لپاره موږ سره اړیکه ونیسئ، مننه!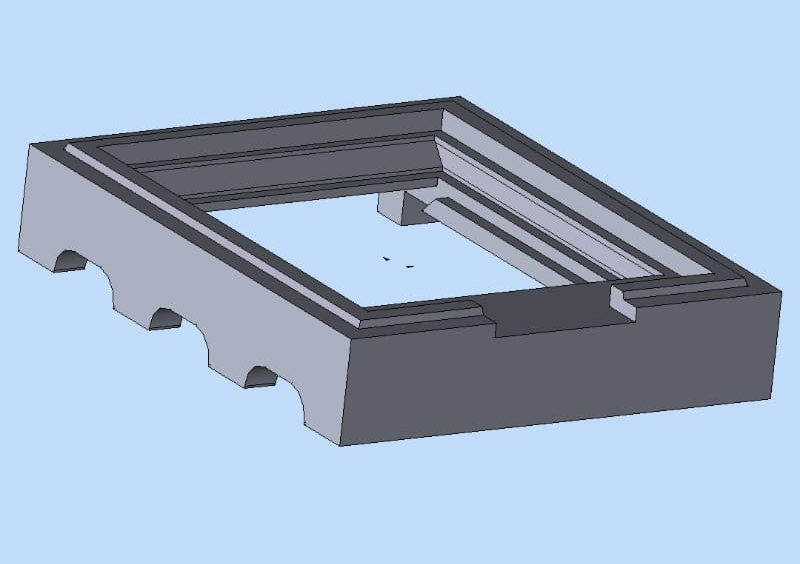
د پوسټ وخت: دسمبر 14 - 3 2021
 د محرمیت امستنې
د محرمیت امستنې